当前位置:
>铝型材知识模具正常失效前,生产出的合格产品的数目,叫模具正常寿命,简称模具寿命,模具首次修复前生产出的合格产品的数目,叫首次寿命;模具一次修复后到下一次修复前所生产出的合格产品的数目,叫修模寿命。模具寿命是首次寿命与各次修复寿命的总和。
模具寿命与模具类形和结构有关,它是一定时期内模具材料性能、模具设计与制造水平.模具热处理水平以及使用及维护水平的综合反映。模具寿命的高低在一定程度上反映一个地区、一个国家的冶金工业、机械制造工业水平。
模具失效形式及机理
但失效形式归纳起来大致有三种,即磨损、断裂、塑性变形。
(1)磨损失效
模具在服役时,与成形坯料接触,产生相对运动。由于表面的相对运动,接触表面逐渐失去物质的现象叫磨损。磨损失效可分为以下几种:
(2)断裂失效
模具出现大裂纹或分离为两部分和数部分丧失服役能力时,成为断裂失效。断裂可分为塑性断裂和脆性断裂。模具材料多为中、高强度钢,断裂的形式多为脆性断裂。
脆性断裂又可分为一次性断裂和疲劳断裂。
(3)塑性变形失效
模具的塑性变形是模具金属材料的屈服过程。是否产生塑性变形,起主导作用的是机械负荷以及模具的室温强度。在高温下服役的模具,是否产生塑性变形,主要取决于模具的工作温度和模具材料的高温强度。
随着铝行业趋势的发展,近年来大家都在寻求更优更好的发展模式以提高效率、节约成本、增加效益。对于铝型材的产出挤压模具无疑是一个重要的控制节点。要提高其寿命当然是一个系统性的问题,在实际的生产使用过程中,一般将从优化设计、模具加工、使用维护等最主要的几个方面着手。
一、优化设计
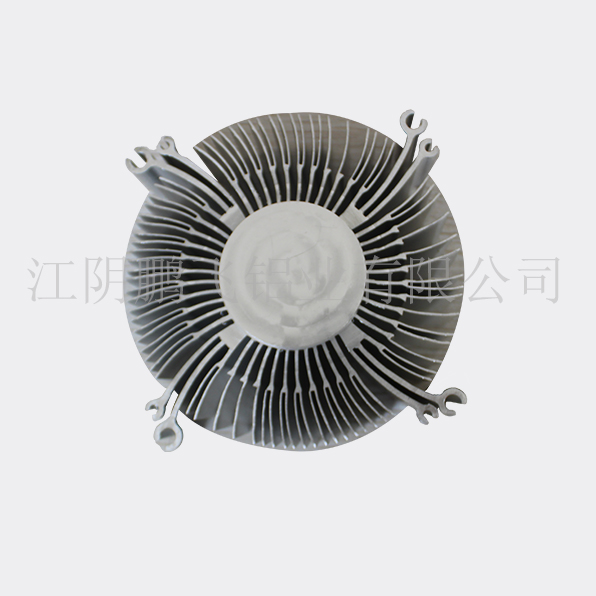
对于挤压模具来讲,设计的水准直接影响着出料的状况更在一定程度上关乎着模具的使用寿命。挤压模的设计首先是要根据型材情况选择一个合适的挤压比确定机台吨位和孔数,使之设计出来的分流孔形成一个出料平衡的状态,另外要尽量的避免应力集中的设计构造,要使模具各部分受力均匀以保证其稳定。下面就几个典型的实际例子简要说明:对于(如图1)这样的型材,在设计时一般会在悬臂处设计有桥位避免直冲,因其这类模具容易偏塌。
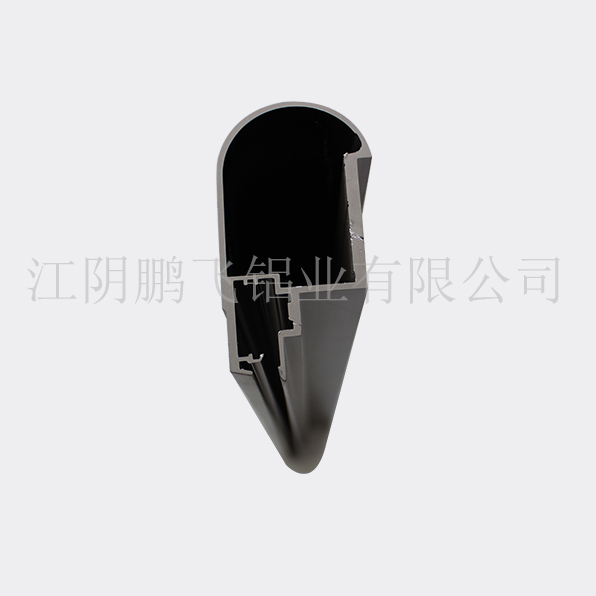
对于悬臂两边壁厚差较大的一般会设计成高低工作带(如图2),这样能有效的调节两边的流量,可以一定程度的避免偏塌。
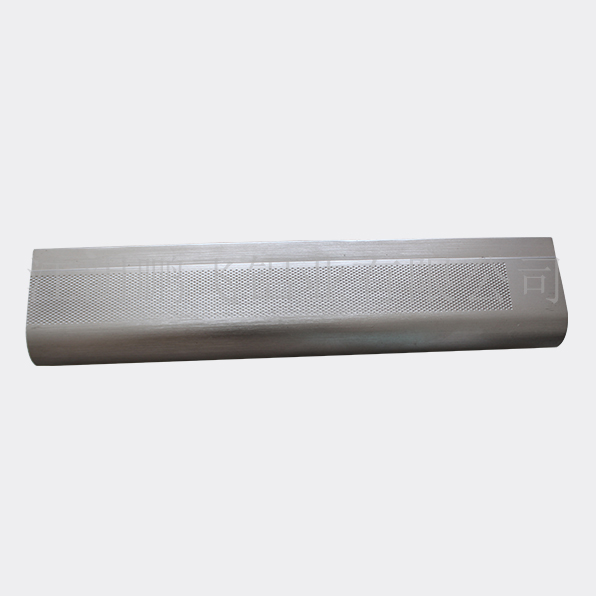
一些工头较小的模具容易偏摆或断裂,通常会设计成零下空刀(如图3),有效增加其强度。
针对工头较复杂螺丝孔又较多的工头一般上空刀会适当加长,目的是加强螺丝孔位置的强度。鉴于热处理更好的淬透模具、更好的释放应力及更好的加温透彻等因素,对于一些大型的方管、矩形工头中间会加钻孔(如图4)。
如果型材对角线较长且为方管类型,一般会将上模厚度加厚以更好的保证其强度,桥位也将适当加宽,从而有效的避免过早的裂角等问题。
联系我们
Contact
地址:江阴市砂山大道承西桥路7号
邮编:214423
电话:0510-81621616
联系人:董经理
手机:15950126555

江阴鹏飞铝业有限公司 版权所有(C)2018 网络支持 网罗天下 备案号:苏ICP备2020052555号